028-85875880
028-85875880
ld体育官方入口(中国)有限公司精加工主要有两种方法:剃齿加工和磨削加工。剃齿在热处理前进行,磨削在热处理之后进行。近几年来,ld体育官方入口(中国)有限公司磨削精度、效率和各种功能已达到了极高的水平。新陶瓷和CBN砂轮的使用对成形磨削和展成磨削都贡献巨大。
剃齿工艺与磨齿工艺的对比
一直以来,ld体育官方入口(中国)有限公司生产商把全部精力集中于改善整个ld体育官方入口(中国)有限公司的质量,于是完全依赖ld体育官方入口(中国)有限公司磨削加工。这项加工工艺保证ld体育官方入口(中国)有限公司加工的精度几乎完美无缺,可惜的是经营费用及投资价值很高。
由于有了先进的数控剃齿刀磨床(图),如今我们可以在几十分钟内完成各种修形剃刀的磨削。剃齿机床通过程序控制所有的动作。但对于ld体育官方入口(中国)有限公司热处理后的质量还无法全面控制,因为淬火会造成ld体育官方入口(中国)有限公司的变形。对没有匀称结构的ld体育官方入口(中国)有限公司会有重大的影响。这样的ld体育官方入口(中国)有限公司在工业、农业各方面应用的车辆及拖拉机的变速装置中都是常见的。
剃齿刀磨床S400G,意大利SAMPUTENSILI生产制造
关于汽车工业的ld体育官方入口(中国)有限公司,尤其是那些用于自动变速器中的行星ld体育官方入口(中国)有限公司。通过将剃齿精度控制在5级并设置剃齿的反变形措施,将其热处理变形降到最低,因而稳定了ld体育官方入口(中国)有限公司的成品尺寸。
ld体育官方入口(中国)有限公司剃齿加工工艺上的优势
◆ 齿向精度提高2、3 DIN等级
◆ 齿形精度提高2、3 DIN 等级
◆ 齿距精度提高1、2 DIN 等级
◆ 剃齿表面粗糙度接近磨削加工的表面粗糙度(Ra= 0,4-0,6 微米)
◆ 通过细致的剃前及剃齿加工可得到5 级精度(DIN 3962)的ld体育官方入口(中国)有限公司
理论上的齿向会与实际测量的齿向有差别。通过剃齿加工工艺、剃齿参数及特殊剃齿刀的各种影响达到理想的ld体育官方入口(中国)有限公司齿向,以降低噪音。可实现用低成本的剃齿工艺加工出相当于高成本的磨齿工艺加工出的相同质量的ld体育官方入口(中国)有限公司。
例如,自动变速使用的行星ld体育官方入口(中国)有限公司,可以在约一分钟内磨削并获得5 DIN等级的ld体育官方入口(中国)有限公司。通过剃齿加工可以得到同样等级的ld体育官方入口(中国)有限公司,加工时间比一般磨削的少13-15秒。剃齿仅需要一台机床,而磨削却需要三台。
在选择磨削ld体育官方入口(中国)有限公司以前,要估算所有费用和利润。ld体育官方入口(中国)有限公司剃齿工艺在DIN5到DIN8等级的应用范围内可以取代磨削。
传动极大力矩的ld体育官方入口(中国)有限公司系,如重卡车、拖拉机以及农业机械,目前是经过成形磨削加工的。成形磨削使ld体育官方入口(中国)有限公司的根部圆滑过渡,ld体育官方入口(中国)有限公司本身就变得更坚固,打齿的风险也减至最小限度。因此较大模数(4-8毫米)的ld体育官方入口(中国)有限公司在主要是磨削加工。
但有一些ld体育官方入口(中国)有限公司不能磨削。例如与大ld体育官方入口(中国)有限公司相连的小齿数或带台肩的ld体育官方入口(中国)有限公司、同步器等零部件。
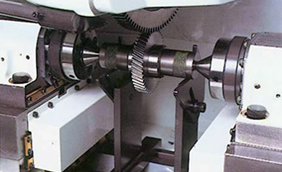
图三是变速箱的二轴的剃齿加工。剃齿的ld体育官方入口(中国)有限公司主要是用于车辆的传动装置中。在它右面的二速ld体育官方入口(中国)有限公司不能磨削,必需剃齿。一般来说所有以插齿刀加工的ld体育官方入口(中国)有限公司都不能磨削。
近年来,快速发展起来一项新工艺——内珩磨工艺。切除的材料多时,可选择应用CBN砂轮珩磨,这种加工方法去除的金属材料不多,珩磨ld体育官方入口(中国)有限公司的珩前误差不能很大。但砂轮的价格却很贵,如果热处理造成的变形很大,为了便于切除材料,应在热处理前用具有变形补偿的剃齿切除较多的余量,并有效减少热处理变形,这将有助于热处理后的珩磨。
剃齿加工时,切除的材料不多,切削速度也不高,加工中刀具刃口的压力不大。因此转向改善剃齿槽的侧面粗糙度, 现在的数控梳槽机,使剃齿刀容屑槽侧面的加工表面粗糙度有了很大好转。日本已在这方面进行了试验,研究有关热处理后的液化氮深冷处理。这种加工方法使剃刀材料的特性予以改变、平均使用寿命增长、剃齿刀的性能也有所改善。
剃齿机床不断地发展,技术日益完善。现在的剃齿机床可以执行各种各样剃齿加工程序如轴向剃齿、对角剃齿、切向剃齿、径向剃齿。而且在同一ld体育官方入口(中国)有限公司的剃齿过程中,从一种剃齿方法转到另一种剃齿方法。特殊工艺过程都是由数字控制实现的。数控剃齿的好处在于在剃齿过程中实现切削速度,径向进给,行程等各种参数的控制、在剃齿过程中进给量切削速度、行程长度等参数都能进行改变。所有这些都便于我们选择不同加工条件。除了上述标准剃齿方法以外,也可以选择如下所列举的特定工艺:
1. 渐进对角剃齿(Progressive Diagonal Cycle)
2. 不连续对角剃齿(Disjointed Diagonal Cycle)
3. 混合剃齿(Mixed Cycle)
4. 双联剃齿(Twin Linked Cycle)
渐进对角剃齿
对角剃齿时,在齿向上可能发生的鼓形由工作台围着中心的摆动来实现。这种动作是绕x轴线摆动而实现的,是在计算机控制下完成的。x、y、w三轴线的协同运动可造成鼓形或者在ld体育官方入口(中国)有限公司的双侧面形成锥角。
如果鼓形相当大、拟切除的材料过量、要对ld体育官方入口(中国)有限公司进行多次摆动剃齿,可以设定x轴线的摆动次数以便两端的材料渐进地切除。
混合剃齿
径向剃齿比切向剃齿的时间短,但表面比较粗糙。解决办法是进行径向切削,切除大量余量,然后进行轴向、对角剃齿实现精加工。实现了剃齿时间短和良好的剃齿表面质量的剃齿结果。
不连续对角剃齿循环、双联剃齿
这两种特殊工艺可得到齿向修正。例如以不连续对角剃齿把加工程序分成三段,并根据每段的具体加工标准拟订不同的鼓形和锥度要求。
较容易获得特殊及不对称凸形的齿向修正,从而能加工出与淬火可能发生的变形相对应的反变形齿形,以改变ld体育官方入口(中国)有限公司的啮合状况,降低ld体育官方入口(中国)有限公司啮合的噪音。
双流文林机械制造有限公司,创建于1985年,属民营独资企业,位于成都双流县,距成都双流国际机场1公里,离成都市区仅15公里,处于西南航空港经济开发区的腹地,靠近成都至雅安高速公路,交通十分方便,占地100余亩,一期建筑面积30000平方米,拥有固定资产9000多万,拥有多台高精度磨齿机,其中最大的由德国进口的2.5米磨齿机,是四川乃至西南地区最大的高精度磨齿机。公司生产的主要产品是ld体育官方入口(中国)有限公司传动件,对中硬齿面、硬齿面的生产,具有较大的优势,是轧钢设备、拖拉机、工程机械、冶金、电工、化工、电站等设备所需的传动ld体育官方入口(中国)有限公司、减速机的专业生产企业。
上一篇:我国ld体育官方入口(中国)有限公司行业发展现状及趋势分析
下一篇:2019年行动计划出炉 ld体育官方入口(中国)有限公司传动行业要革自己的命

版权所有:四川文林机械 ALL RIGHTS 蜀ICP备17033678号-1 
技术支持:百度